Meie Xinchang Lanxiang Machinery Co., Ltd. toodetud üheastmeline valekeerdusega masin on turul tunnustatud, turuosaga üle 90%. See seade on rakendatav polüesterfilamentkiu FDY kahekordse keerutuse ja valekeerdumise üheastmeliseks töötlemiseks (eelkokkutõmbavaks tegemiseks) ning toodetud kreppi kasutatakse polüesterimitatsiooniga siidist kanga koelõngana.

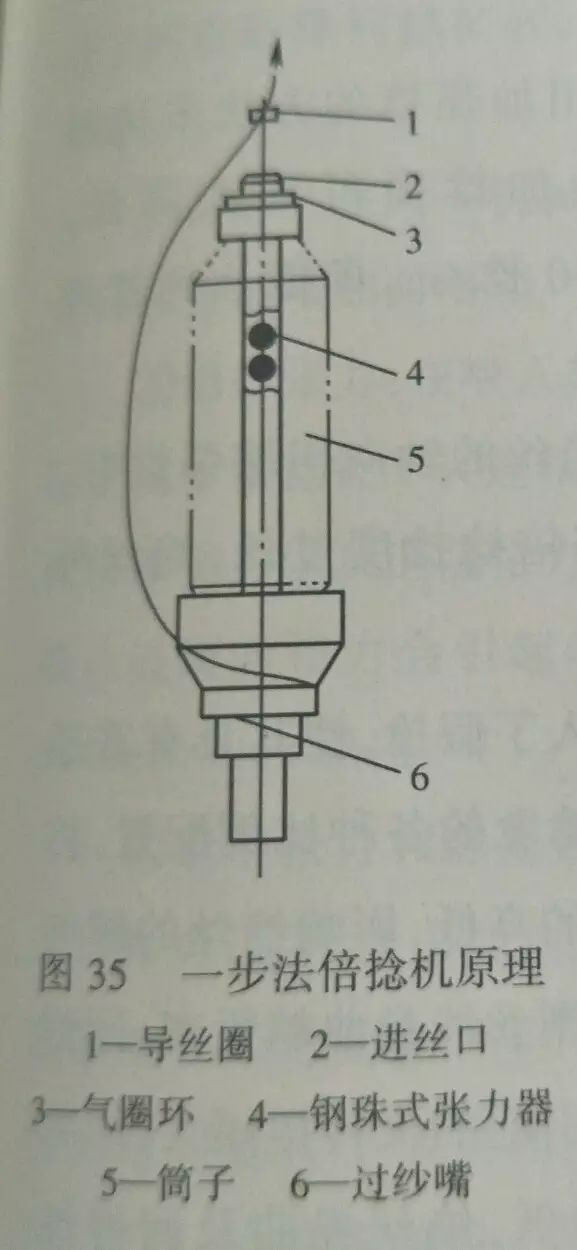
Üheetapilise valekeerdumasina valekeerdumise põhimõte realiseeritakse valekeerdumisseadme abil. Pärast kahekordset keerutamist siseneb hõõgniit magnetilise rootori tüüpi valekeerdjasse. Valekeerdja on varustatud rubiinklassi kulumiskindlast materjalist horisontaalse tihvtiga. Hõõgniit keritakse horisontaalse tihvti ümber ühe või kahe pöörde võrra ja seejärel tuleb valekeerdjast välja, mille seejärel rullik välja juhib ja vormib (joonis).

Kui traat on horisontaalsele tihvtile keritud, siis rootori pöörlemine paneb traatvarda koos pöörlema, nii et traati saab tagasi keerata. Haardepunkti (rootori horisontaalse tihvti) piirina saavad traadi ülemine ja alumine segment vastavalt positiivse ja negatiivse keeru eri suundades. Samal ajal liigub traatvarras konstantse kiirusega, nii et haardepunkti taga oleva ala keeruväärtus on null. Seega on kogu hõõgniidi puhul valekeerme pöörlemise tõttu hõõgniidile avaldatav lõplik keerd null, mistõttu nimetatakse seda valekeerduseks.
Valekeerutuse ülesanne on lisada horisontaalse tihvti ees olevale lõngaosale valekeerd ja kuumutada seda kuumas kastis, et seda deformeerida. Pärast jahutamist saab see horisontaalse tihvti abil lahti keerata, andes niidile teatud mahukuse, elastsuse ja skaleeritavuse.
Valekeerutatud niit läbib kuumtöötluse. Kuumutuspiirkonda sisenev niit on nii topeltkeerdunud kui ka valekeerdunud. Küttekeha ülesanne on seadistada niit topeltkeerdumiseks ja denatureerida see valekeerdumiseks. Pärast lahtikeerdumist on niidil kroogitud efekt. Samal ajal kuumutatakse niiti madala pinge all ja denatureeritakse termiliselt, et see eelnevalt kokku tõmbuks ja vähendaks kuumuse kokkutõmbumist, mis soodustab krepiefekti teket. Küttekeha tavaline temperatuur on 180–220 ℃. Seda saab seadistada vastavalt protsessi nõuetele. Küttekeha konstantne temperatuur peab tagama traadi ühtlase kuumtöötluse. Nii keerdvõll kui ka valekeerd pöörlevad äärmiselt suure kiirusega ning õhupalli pinge on suur ja esineb teatav pingekõikumine.
Üheastmelise topeltkeermega masina topeltkeerme spindlil ja valekeermega masinal on sõltumatud hammastega ületoiterullikud. Ületoiterulliku üks suurimaid omadusi on see, et selle haare siidniidile on negatiivne, mis muutub vastavalt siidniidi ümbritsevale nurgale rulli pinnal, siidniidi mõlema otsa pingele ja siidniidi ning ületoiterulliku materjali vahelisele hõõrdetegurile.
Postituse aeg: 04.02.2023